Nous avons pu tester les accélérations, la fluidité des déplacements, tout cela augure bien de la suite !
Mais avant de faire de vraies découpes, il reste encore un peu de boulot de paramétrage : les matériaux
L’idée est de créer une mini-base de données qui va mémoriser les caractéristiques des matériaux que nous utilisons, en particulier au niveau du rayonnement. Et puis comme ce travail d’étalonnage n’est pas forcément facile à comprendre et à réaliser, nous avons conçu des outils pour vous faciliter la tâche.
C’est le but de la fenêtre « Matériaux » accessible par « Découpe > Matériaux » :
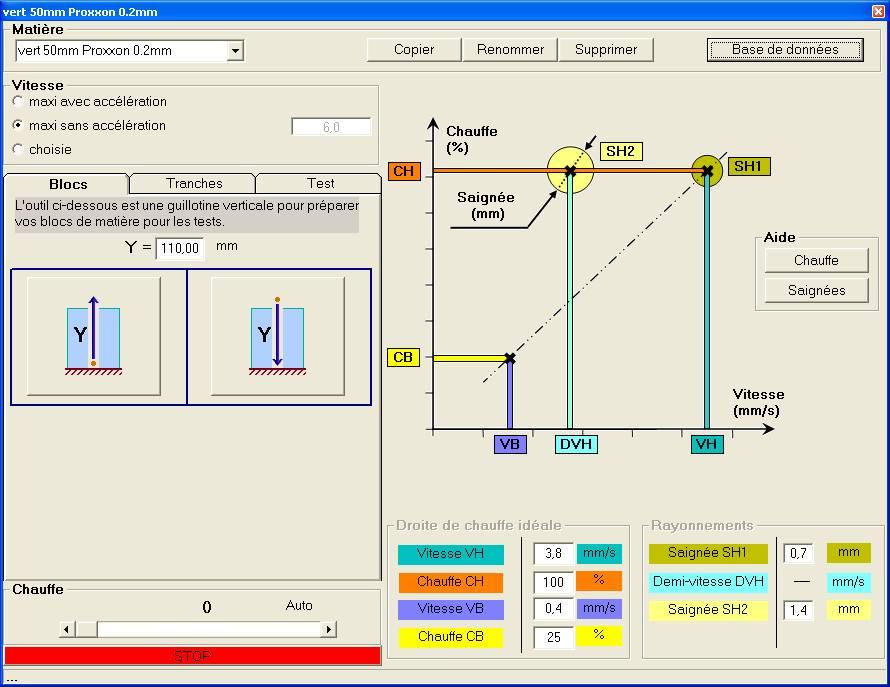
La barre de titres reprend le nom du matériau « courant », c'est-à-dire celui que l’on est en train de paramétrer. Plus tard au moment de la découpe, le choix du matériau vous sera demandé.
les trois boutons « Copier », « Renommer » et « Supprimer » permettent de gérer les entrées de la base de données. Lors de la première utilisation, un matériau par défaut est créé, il suffit de le copier puis éventuellement de le renommer pour créer votre (vos) propre(s) matériau(x).
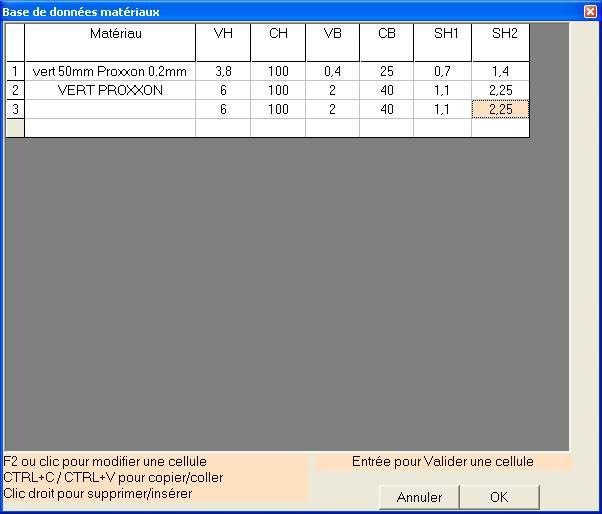
Le bouton « Base de données » ouvre une fenêtre tabulaire qui reprend le contenu de la base. C’est une autre manière de saisir les valeurs :
Mais revenons à notre fenêtre « Matériaux » et en particulier au cadre « Chauffe » en bas à gauche. Ce cadre permet de régler la chauffe de IPL5X manuellement. C’est peut-être superflu puisqu’on peut le faire directement avec le potentiomètre de IPL5X, mais ça permet de rester concentré sur le programme : le fond est en Rouge quand la chauffe est active, ça peut éviter de se brûler les doigts !
Le premier des trois onglets « Blocs » n’a pas d’autre usage que de permettre la découpe des blocs qui vont vous servir pour les tests de rayonnement. Notez que cela peut aussi être fait par la fenêtre de pilotage manuel
Le second onglet « Tranches » est le plus intéressant : il va permettre de découper les tranches de tests :
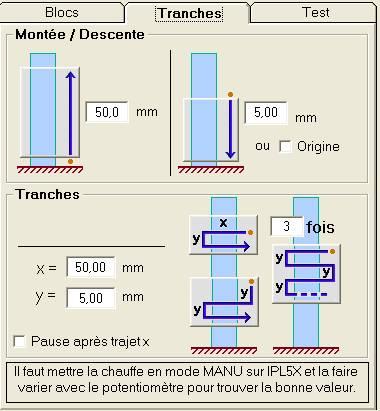
Cet onglet n’a pas besoin de beaucoup d’explications, on modifie les valeurs proposée par défaut et on clique sur le bouton choisi. Au passage, ça permet de découper 10 tranches en un seul clic !
Vous avez bien évidemment auparavant choisi la vitesse dans le cadre… »Vitesse » !!
Quand vous êtes satisfaits du résultat, il suffit de recopier les valeurs de Vitesse et de Chauffe dans les cases correspondantes (cadre « Droite de chauffe idéale »). Enfin ça, ce serait ce qu’il faudrait faire dans un programme normal… Dans RP-FC, il suffit de cliquer sur les cases « mm/s » pour recopier les valeurs en cours dans les cases.
Ensuite, il faudra quand même mesurer au pied à coulisse la valeur du rayonnement (SH1 et SH2).
Pour terminer, on vous a concocté un petit dessin explicatif avec des codes couleurs.
A noter que les valeurs de vitesse et de chauffe ne sont modifiables que lorsque l’onglet « Tranches » est activé.
La procédure d'étalonnage : La chauffe doit-être en manuel, réglée avec le potentiomètre d'IPL5X! Pas de réglage depuis RP-FC, l'indication est le retour d'infos pour ceux qui n'ont pas de LCD (ou qu'il ne fonctionne plus).
- Onglet Tranches, on détermine les couples (Vitesse Haute ; Chauffe à vitesse Haute) et (Vitesse Basse ; Chauffe à vitesse Basse) : on met la chauffe en manuel sur IPL5X, potentiomètre réglé manuellement bien chaud, et on coupe des tranches en baissant doucement la chauffe jusqu'à ce que la matière soit à la limite d'être emportée ; cette manip est à faire à vitesse de coupe haute VH (4 mm/s par exemple) et à vitesse basse VB (1mm/s par exemple, ça dépend de vos vitesses de coupe habituelles).
- On détermine ensuite la saigné SH1 à VH : on règle la chauffe manuellement à CH, on prend un bloc dont on mesure la hauteur et on coupe des tranches à la vitesse VH (on peut mettre un petit poids sur le bloc). On fait par exemple 6 passages à travers le bloc, espacés de 6mm chacun. On mesure à nouveau la hauteur du bloc en collant bien les tranches les unes aux autres (l'idéal est un pied à coulisse) et on calcule la saignée : SH1=(hauteur initiale-hauteur finale)/nombre de passages,
- Il nous reste à mesurer SH2, la saignée à la chauffe CH et à la moitié de la VH. Le soft nous indique la Demi Vitesse Haute, DVH : dans notre exemple c'est 2mm/s. Je laisse donc la chauffe à la même valeur que pour SH1 mais je diminue la vitesse et je coupe des tranches. De la même façon que précédemment, SH2=(hauteur initiale-hauteur finale)/nombre de passages.
Voilà, normalement, vous n’avez plus d’excuse pour ne pas calibrer correctement votre chauffe !
Passons pudiquement sur le troisième onglet « Test » qui est très joli mais pas encore implémenté…