Introduction
La découpe CNC au fil chaud
Les mousses de polystyrène expansé, polystyrène extrudé et polypropylène expansé (EPP) possèdent la particularité de fondre à une température modérée. Il est ainsi possible de les découper avec un fil résistif échauffé par le passage d’un courant (comme avec un fil à couper le beurre).En tendant le fil et en déplaçant régulièrement ses extrémités, peut découper des ailes mais aussi de créer des volumes complexes : fuselages, lettres, etc.
Si le pilotage du fil est assuré par des moteurs commandés par un ordinateur, on parle de CNC fil chaud (pour Commande Numérique Contrôlée).
La réalisation d’une telle machine par des amateurs a été rendue possible il y a une dizaine d’années par la démocratisation et la baisse des coûts de l’informatique et de l’électronique et par les efforts de développeurs pour la plupart bénévoles.
La plupart des machines amateurs utilisent des moteurs pas-à-pas qui entraînent en rotation une tige filetée. Le chariot à déplacer est attaché à l’écrou et guidé avec le minimum de frottement suivant un axe déterminé.
Sur une CNC fil chaud, on distingue 2 directions : X pour l’horizontale et Y pour la verticale, et 4 axes : X gauche, X droit, Y gauche et Y droit.
La chaîne de commande est la suivante :
- L’utilisateur définit (dans un logiciel de tracé des contours) les parcours qu’il souhaite faire effectuer au fil de chaque côté d’un bloc dont il a choisi la largeur.
- Ces parcours sont importés dans un logiciel de pilotage de CNC fil chaud.
- Le logiciel transforme les parcours en ordre de déplacement du fil et en valeur de chauffe à partir des paramètres de la machine et de la matière (renseignés par l’utilisateur).
- Les ordres sont envoyés par l’ordinateur à une interface électronique.
- L’interface électronique transforme les ordres en courants électriques à destination des moteurs (déplacements) et du fil (chauffe). Chaque axe possède son propre moteur et est donc indépendant des autres. C’est la conjugaison des déplacements en X et en Y qui permet de faire des trajets courbes.
Efforts de coupe, rayonnement et précision
Si on prend garde à avancer à la bonne vitesse, la découpe par fusion de la matière n’engendre quasiment pas d’effort de coupe. En effet, la transmission de la chaleur par rayonnement fait alors fondre la matière avant que le fil ne la touche. Grâce à cela, la rigidité de la machine n’est plus un critère significatif pour obtenir des découpes précises, il suffit d’avoir une bonne résolution (c’est-à-dire un déplacement minimum faible).
La faible vitesse et la bonne résolution sont des critères qui vont dans le même sens : il suffit d’avoir une démultiplication forte de la rotation des moteurs pour avoir l’un et l’autre. Sur la plupart des CNC fil chaud amateur, l’utilisation de tiges filetées permet d’obtenir de façon très simple l’effet recherché. En contrepartie, les vitesses hors matière sont faibles, par rapport à une fraiseuse par exemple.
Pour que le fil ne touche pas la matière lors de la découpe, il faut étalonner la chauffe sur un échantillon : on baisse progressivement la consigne de chauffe jusqu’à ce que la matière soit entraînée sur la table, puis on la remonte légèrement.
L’utilisateur devra ici noter tous ses essais et les tailles des découpes. Il faudra par exemple chauffer un peu plus sur une découpe qui se fait dans un bloc très large par rapport à une découpe dans un bloc étroit. Dans ce dernier cas en effet, la partie du fil laissée à l’air libre alimente légèrement en chaleur la partie qui est dans la matière.
Pour le polystyrène extrudé, il faudra faire des essais suivant les trois dimensions qui se comportent différemment et prendre la plus grande valeur.
Le fil ne touchant pas la matière pendant la découpe, cela signifie qu’il fait lors de son passage une saignée qui est plus large que son diamètre. Pour obtenir des découpes précises, il faut mesurer ce rayonnement et fournir sa valeur au logiciel de pilotage de la découpe afin que le déplacement du fil en tienne compte : le fil sera décalé vers l’extérieur de la découpe afin d’obtenir la bonne dimension finale.
Il y a là aussi une procédure (décrite par ailleurs) pour mesurer ce rayonnement.
Mouvements des chariots et points de synchronisation
Il ne faut pas confondre profils découpés sur les faces du bloc et mouvements décrits par les chariots. En effet, le mouvement des chariots sont les projections dans les plan (X,Y) de gauche et de droite des mouvements demandés sur les faces. On pourra de ce fait se trouver confronté à des limites de vitesse sur les faces plus faibles que les limites de vitesse des chariots.
Les chariots étant tous indépendants, il est possible de découper des formes différentes à droite et à gauche. Les logiciels généralement utilisés en découpe n’acceptent cependant de le faire qu’à condition qu’il y ait le même nombre de points pour définir les profils droit et gauche. A partir de là, il faudra veiller à la bonne répartition de ces points de chaque côté afin que le fil passe « au bon endroit au bon moment » : il s’agit de ce qu’on appelle la synchronisation. Les points remarquables de passage du fil (angles, milieu d’un segment, etc.) sont appelés points de synchro.
Tables de découpe
En ce qui conçerne la partie matérielle de la découpe numérique, de la conception des tables de découpe aux matériaux à utiliser, en passant par les moteurs et le design, nous ne pouvons pas vous conseiller de table précise.Les différentes conceptions ont chacune des avantages et des inconvénients, et nous vous laissons donc le choix.
Cependant, certaines tables ont fait leurs preuves (rustica, spartia...etc). Vous trouverez énormément d'information en cherchant un peu sur le net (Papy kilowatt
Beaucoup de systémes mécaniques ont été mis au point: roulements de roller, glissières à billes, glissières de tiroirs, etc. A vous de jouer!!!
Quelques photos de table existantes:
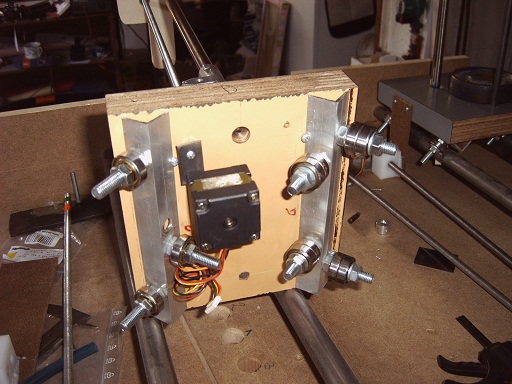
Pierre Dradin

Pierre Dradin, système de roulements de rollers et tiges filetées
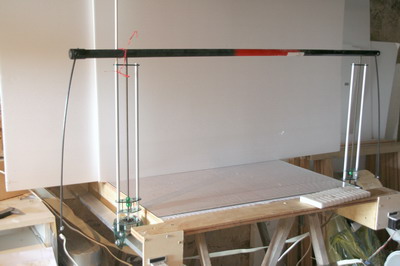
Renaud Iltis et sa mini-table

Turbi, altuglass et roulements de roller, super look!
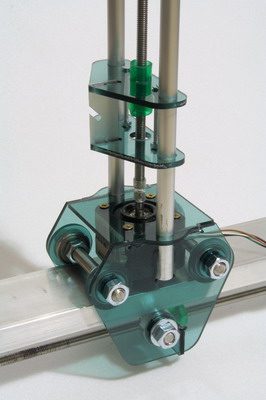
Turbi..
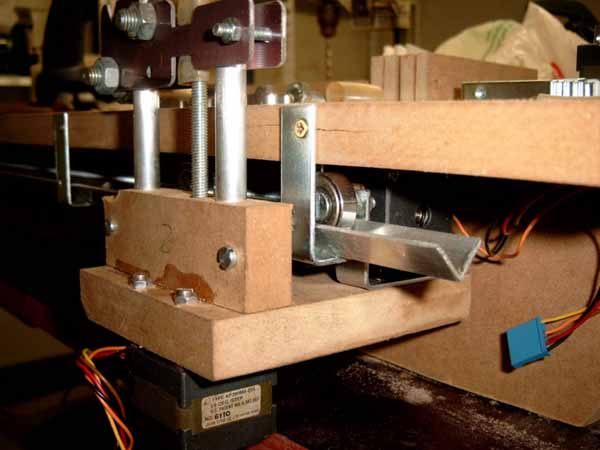
Gérard Prat, glissières à billes, fluidité assurée.

Papy Kilowatt, créateur de la Spartia et de la DFC+F
Quelques decoupes
Un bel IPL5X avec deux profils complètement inversés grâce à Complexes!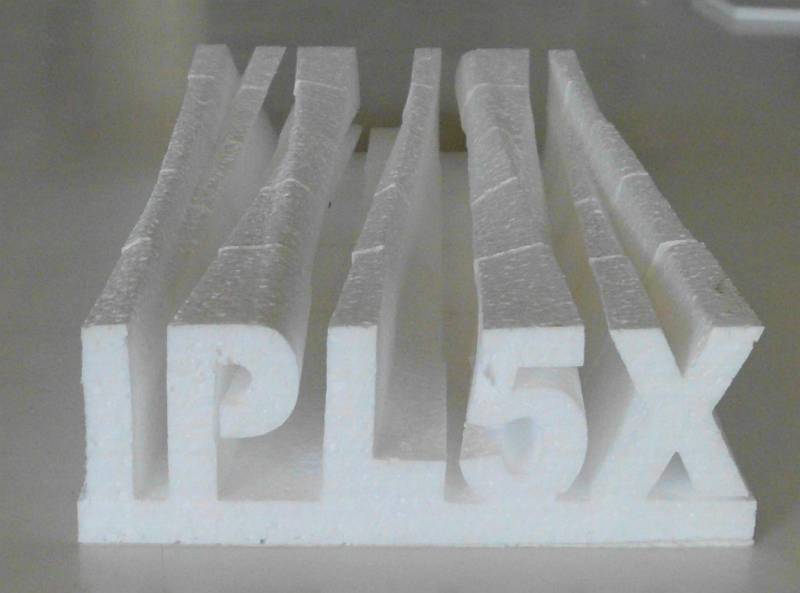
Fuselage du Minibrio de Renaud Iltis

Fuselage du Rikakro

Toujours de Renaud, les ailes du Kawa
