Nous allons donc cliquer sur l’icône sur « Découpe > Découper » pour faire apparaître la fenêtre de découpe :
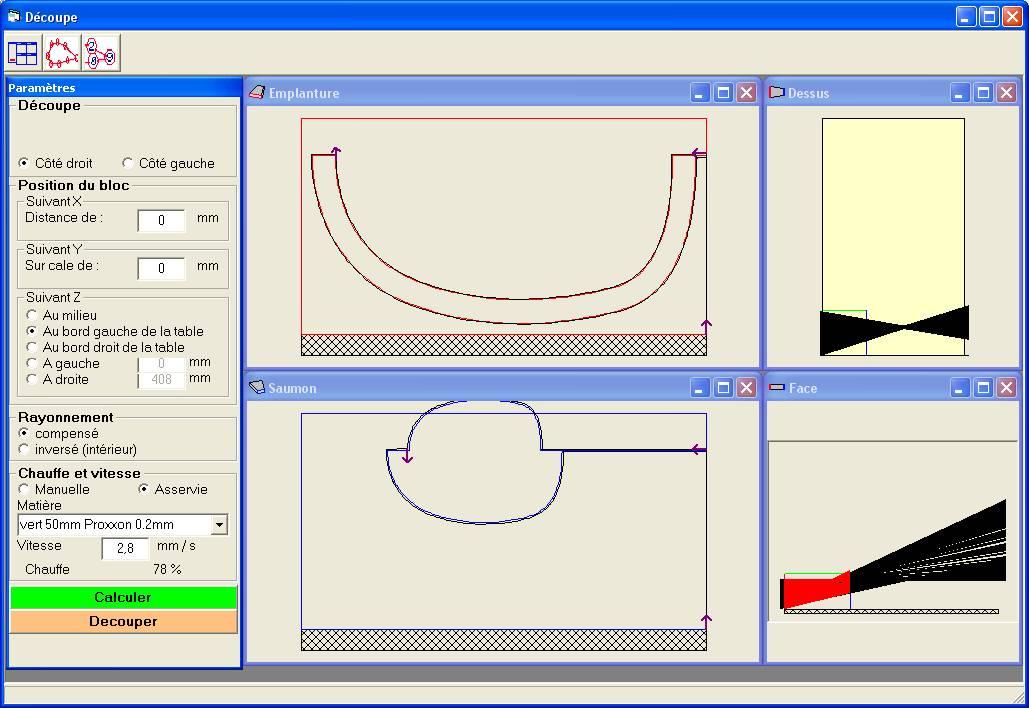
Ne faites pas attention aux profils, c’est du « Papy Kilowatt »…
Pour des fichiers importants (plusieurs milliers de points) le temps d’affichage risque d’être un peu long. C’est dû à la complexité du problème, au manque d’optimisation et surtout au fait que les calculs sont faits DEUX fois :
Une première phase va calculer le décalage du trajet du fil par rapport au profil initial. Rappelons que ce décalage est variable comme dans l’exemple ci-dessous :
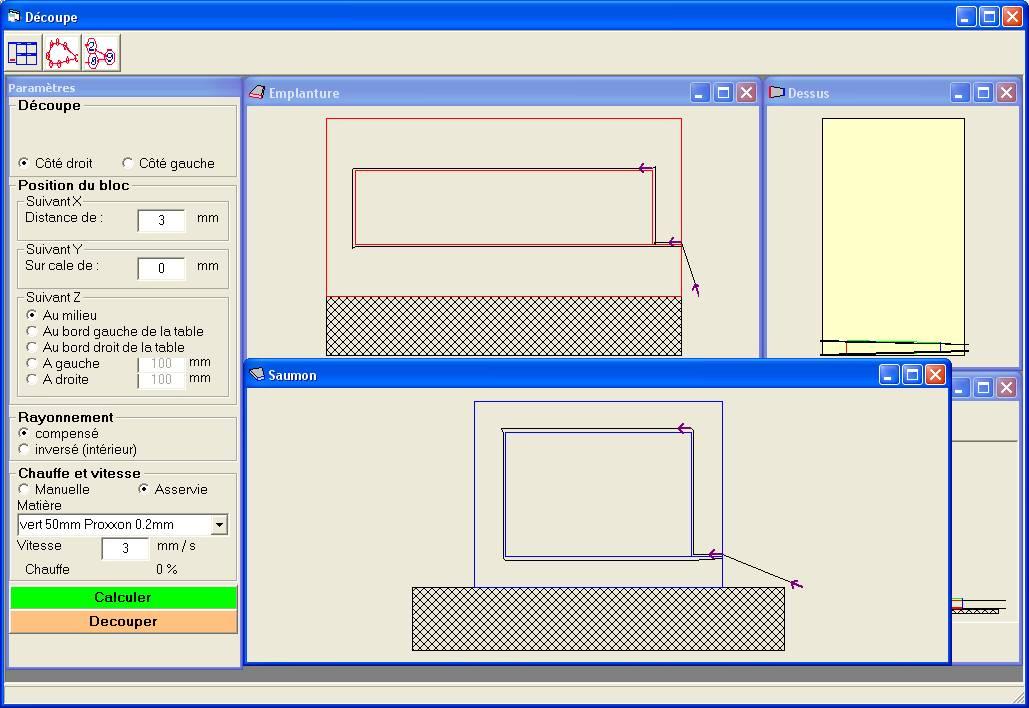
On peut voir que le décalage des parties horizontales du saumon est plus grand que pour les parties verticales. En effet la contrainte de vitesse est donnée par l’emplanture pour les parties horizontales et par le saumon pour les parties verticales (plus grand trajet).
Une fois le décalage calculé, il reste à déterminer la trajectoire des chariots. C’est plutôt plus simple, ce ne sont que des équations de droite…
Le résultat de ces calculs est utilisé pour déterminer le placement optimal du bloc sur la table : c’est l’offset X (la distance entre le fil au repos et le début du bloc) et l’Offset Y (la hauteur de la cale qu’il va éventuellement falloir placer sous le bloc).
En fonction de ces valeurs, on lance un nouveau calcul tenant compte de ces nouvelles données. A ce moment, les impossibilités sont affichées (dépassement sur un des axes en particulier) et problème de vitesse maximum. Si ce cas se présente, le programme va afficher les vitesses maximum calculées (pour les chariots), ce qui donnera une idée de la valeur du dépassement :
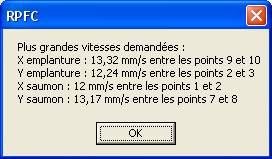
Dans ce cas pour une vitesse de découpe de 12 mm/s, le programme a calculé des vitesses chariot (13,32 mm/s, 12,24 mm/s) supérieures aux vitesses maximum déclarées dans la fenêtre « Tables »
Il faudra donc refaire un calcul en demandant une vitesse de découpe inférieure.
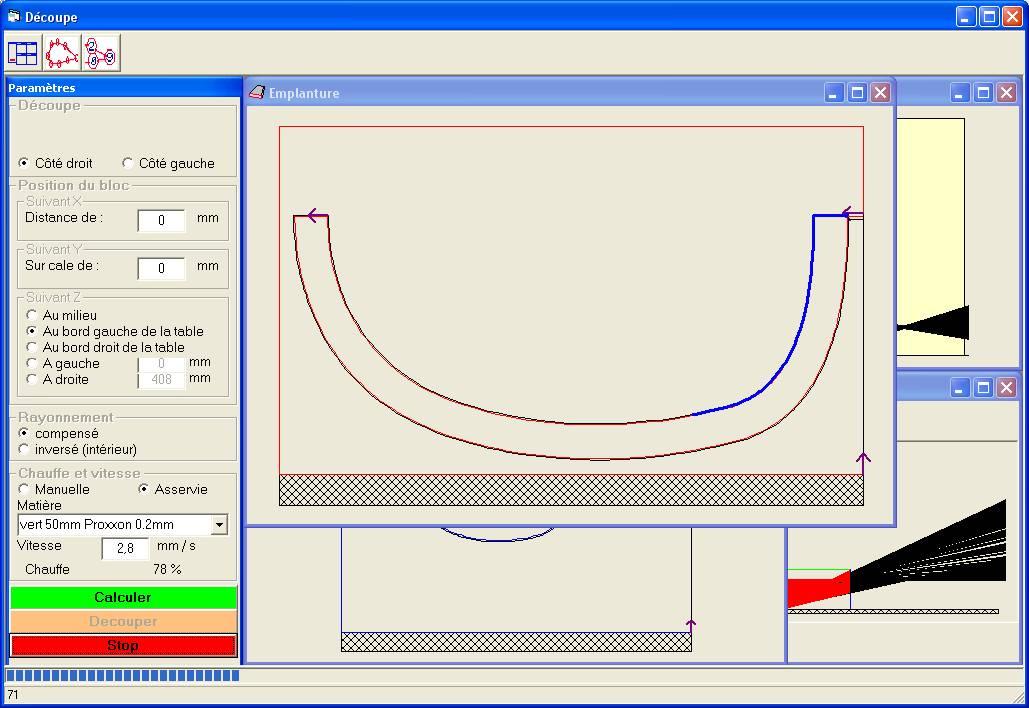
Quand tout est correct, il suffit de cliquer sur
Tout au long de la découpe, une barre de progression apparaît, le n° du segment en cours est affiché et l’avancement de la découpe est affiché sur les fenêtres « Emplanture » et « Saumon » :
Quelques remarques :
Nous avons choisi comme valeur « butée » pour la vitesse, la vitesse AVEC accélération. L’expérience tendrait à montrer en effet qu’une découpe AVEC accélération donne d’excellents résultats. A vous de voir… Dans l’exemple ci-dessus, pour une vitesse matière de 2,8 mm/s, les chariots accélèrent parfois jusqu'à 12 mm/s. Sans accélération, nous serions limités à 1,4 mm/s.
Nous sommes en train de réfléchir à un algorithme qui supprimerait tous les points inutiles après synchro. Cela devrait faire baisser considérablement le nombre de points surtout pour des profils issus de rééchantillonnage. Le deuxième avantage serait de traiter des segments plus long et donc de disposer de davantage de temps pour accélérer…
Le dessin de cette fenêtre est encore un peu « brut ». Il va évoluer par la suite.
Passons maintenant à l’explication des différents cadres de cette fenêtre :
- « Découpe ». Ce cadre permet de sélectionner le « Côté droit » ou le « Côté gauche », c'est-à-dire, dans le cas d’une aile, l’aile gauche ou l’aile droite. Le petit espace au dessus de ces choix est prévu pour pouvoir sélectionner le tronçon choisi dans le cas d’une découpe en plusieurs morceaux.
- « Position du bloc ». Ce cadre permet de donner la position du bloc par rapport à la table et au fil dans les trois dimensions :
« Suivant X » donne la distance entre le fil et le bloc
« Suivant Y » donne la hauteur de laquelle il faut surélever le bloc.
« Suivant Z » donne le « centrage » du bloc par rapport à la table. La valeur par défaut est « au milieu », toutes les positions sont possibles
- « Rayonnement ». La valeur est normalement « compensé » de manière à tenir compte du rayonnement. Il est possible, pour des besoins particuliers d’inverser cette compensation.
- « Chauffe et vitesse » : « Manuelle » et « Asservie » : ces boutons ne sont pas implémentés et n’ont donc pour le moment pas d’effet, la chauffe est toujours asservie (à moins que l’interface soit positionnée sur « Chauffe manuelle ».
La liste déroulante « Matière » permet de sélectionner un des matériaux que vous avez paramétré dans la fenêtre « Matériaux ». Le choix va nous permettre de déterminer le pourcentage de chauffe en fonction de la vitesse. Le calcul du décalage va aussi utiliser les caractéristiques de ce matériau.
La case « Vitesse » permet de spécifier la vitesse maximum du fil dans la matière. Dans le cas de profils différents (coordonnées différentes ou mêmes profils mais avec des cordes différentes) , il s’agit de la vitesse du segment le plus long.
Les différentes fenêtres à l’intérieur de la fenêtre principale (les fenêtres « filles ») sont déplaçables et redimensionnables. Le bouton
Chacune de ces fenêtres affiche une vue de profil de l’emplanture et du saumon :
Le rectangle quadrillé représente la partie de la table qui se trouve sous le bloc.
Le rectangle rouge ou bleu représente le bloc
Le parcours rouge ou bleu représente le profil initial
Le parcours noir représente le trajet du fil
Dans ces fenêtres, les X sont horizontaux et vont de droite à gauche, les X sont verticaux et vont de bas en haut. C’est le même principe que pour la fenêtre d’importation
Fenêtre « Dessus ».
Le rectangle jaune clair représente la surface de la table.
Le bloc est représenté par le rectangle vert, avec les bords rouge et bleu qui représentent respectivement l’emplanture et le saumon.
Le profil initial est dessiné en rouge, le trajet du fil est en noir. On peut voir qu’il déborde de la table : c’est dû au fait que les axes de support du fil sont en dehors de la table (voir le dessin de la table dans la fenêtre « Table »
Dans cette fenêtre, les X sont verticaux et vont de bas en haut, les Y ne sont pas visibles, les Z sont horizontaux et vont de gauche à droite
Fenêtre « Face
Il s’agit d’une vue de profil mais du côté « fil »
Le principe du dessin du bloc, du profil et du fil est le même que pour la fenêtre « Dessus »
Dans cette fenêtre, les X ne sont pas visibles, les Y sont verticaux et vont de bas en haut, les Z sont horizontaux et vont de gauche à droite
Tout cela donne plein d’indications mais reste moyennement lisible. Des améliorations sont à l’étude…